全國服務咨詢熱線:
021-51089255
021-51089255


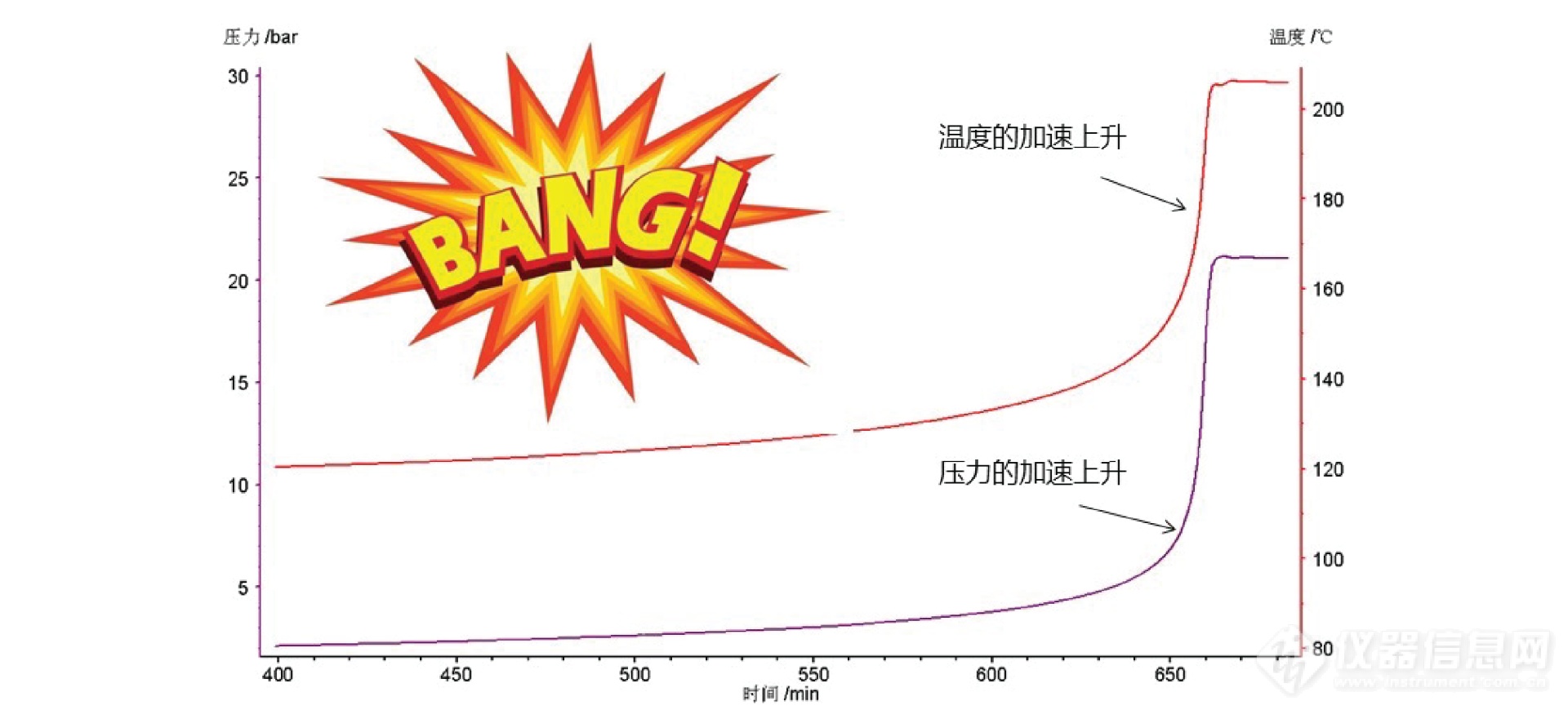
精細化工多為間歇或半間歇的密閉生產方式,釜內物料的反應主要受熱力學與動力學的影響,一旦反應失控,經過誘導期后反應速率往往呈指數式加速上升,同時伴隨溫度以及蒸汽壓力和分解壓力的飆升,嚴重可能導致爆炸。
反應熱失控的主要原因是熱累積,精細化工大多數反應是放熱反應,在反應溫度過高、散熱不良甚至冷卻失效的情況下,釜內物料處于類似絕熱的環境,這部分熱量無法散失到外界,只能不斷給自身加熱加速反應熱的生成,形成惡性循環。熱累積的兩大故障原因是反應器的攪拌失效或者冷卻失效,例如故障或者突然停電的情況,攪拌停止工作,反應物料發生累積,且反應放熱無法移出。
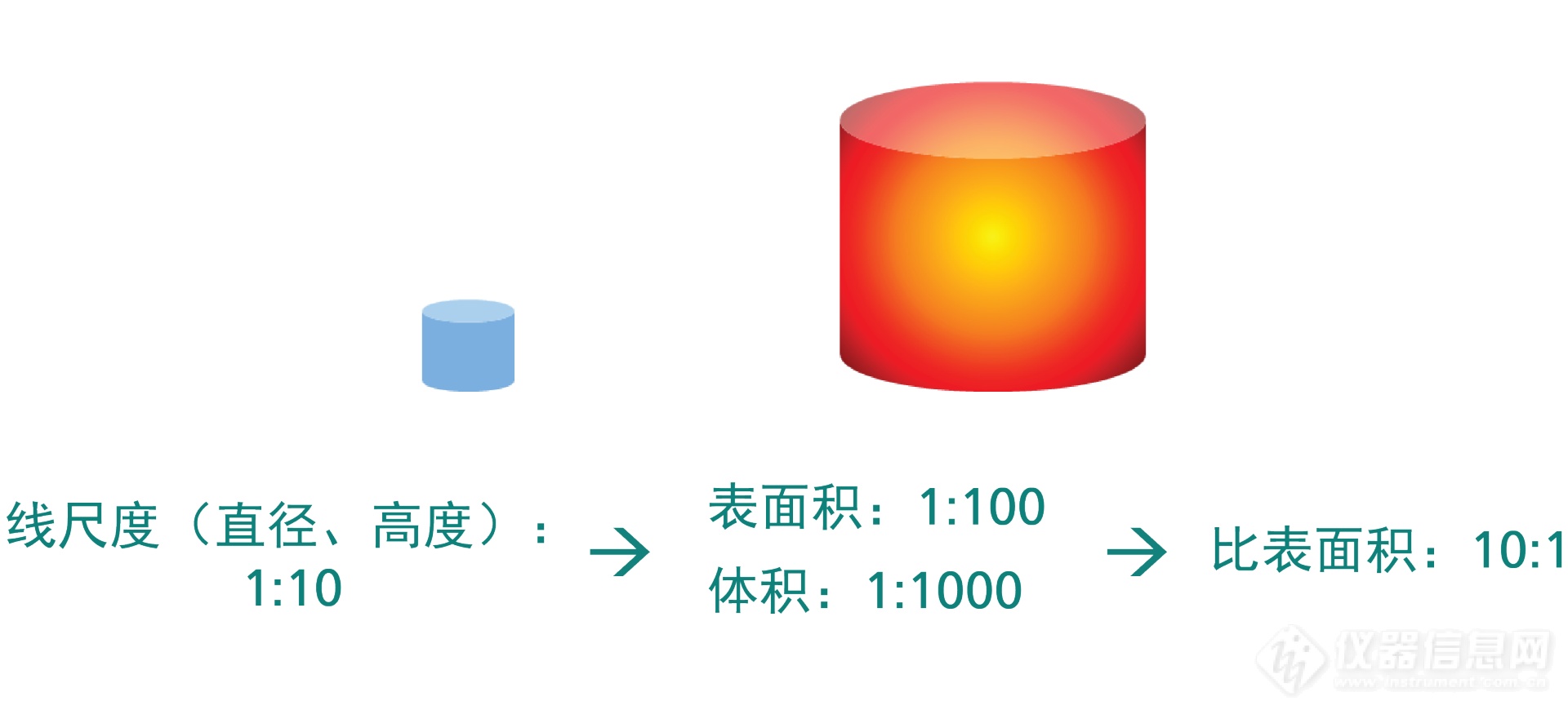
整個反應釜體系通常又是低導熱系統,體積越大,有效散熱的比表面積越小,自然散熱的比功率越低。例如兩個線尺度比例是1:10的容器,體積比例在1:1000,而比表面積在10:1!
不同研究階段的反應釜容量及自然熱散失功率參考下表,實際生產情況下自然熱散失功率僅有0.04 W/(L*K),物料產熱速率遠遠大于自然散熱速率,基本是一個絕熱環境。

在一個反應器中,正常工藝是:
熱生成 = 熱移除+ 熱累積 + 熱散失
此時反應可以在可控溫度下進行。工藝一旦發生失控,熱移除失效,熱累積占主導,熱生成幾乎全部轉換成熱累積,進一步導致溫度升高,反應加速的惡性循環,zui終導致爆炸。本著保守的原則,采取zui壞場景打算,假設熱量生成后*不被散失,也就是在絕熱環境下定量研究反應熱失控。
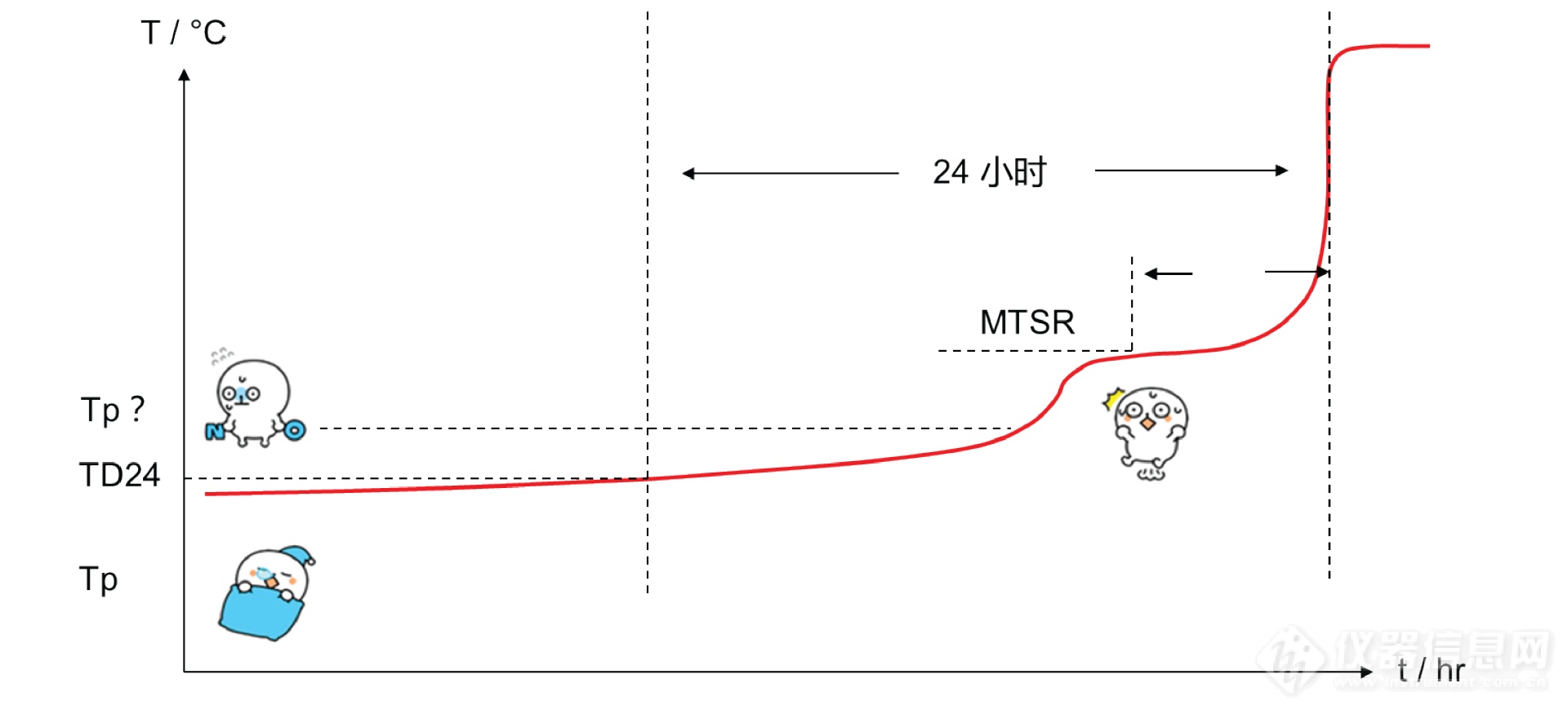
假設反應在工藝溫度下恒溫進行,正常工藝下整個合成過程溫度是近似不變、或變化幅度在可控范圍內的,一旦中間發生熱失控,合成溫度就會偏離預定曲線,發生明顯的升溫,絕熱條件下合成反應達到的zui大溫度我們稱為MTSR。
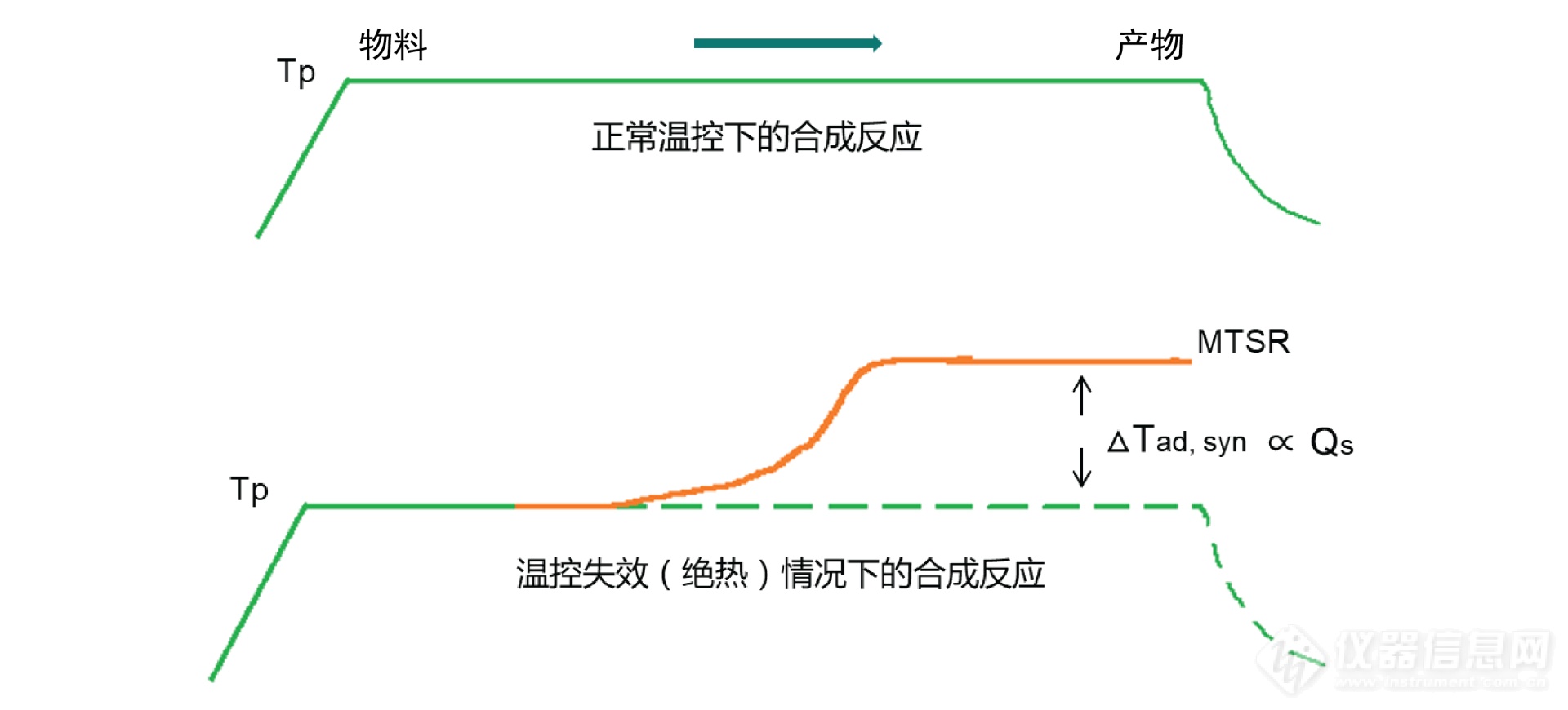
Tp:工藝溫度(Process Temperature),也是冷卻失效時的起始溫度。
MTSR:(Maximum Temperature of Synthetic Reaction)絕熱條件下合成反應可能達到的zui高溫度,考慮物料累積度zui大。
Qs:合成反應的放熱量。
ΔTad, syn:合成反應絕熱溫升。與反應體系總熱容、反應放熱量相關。
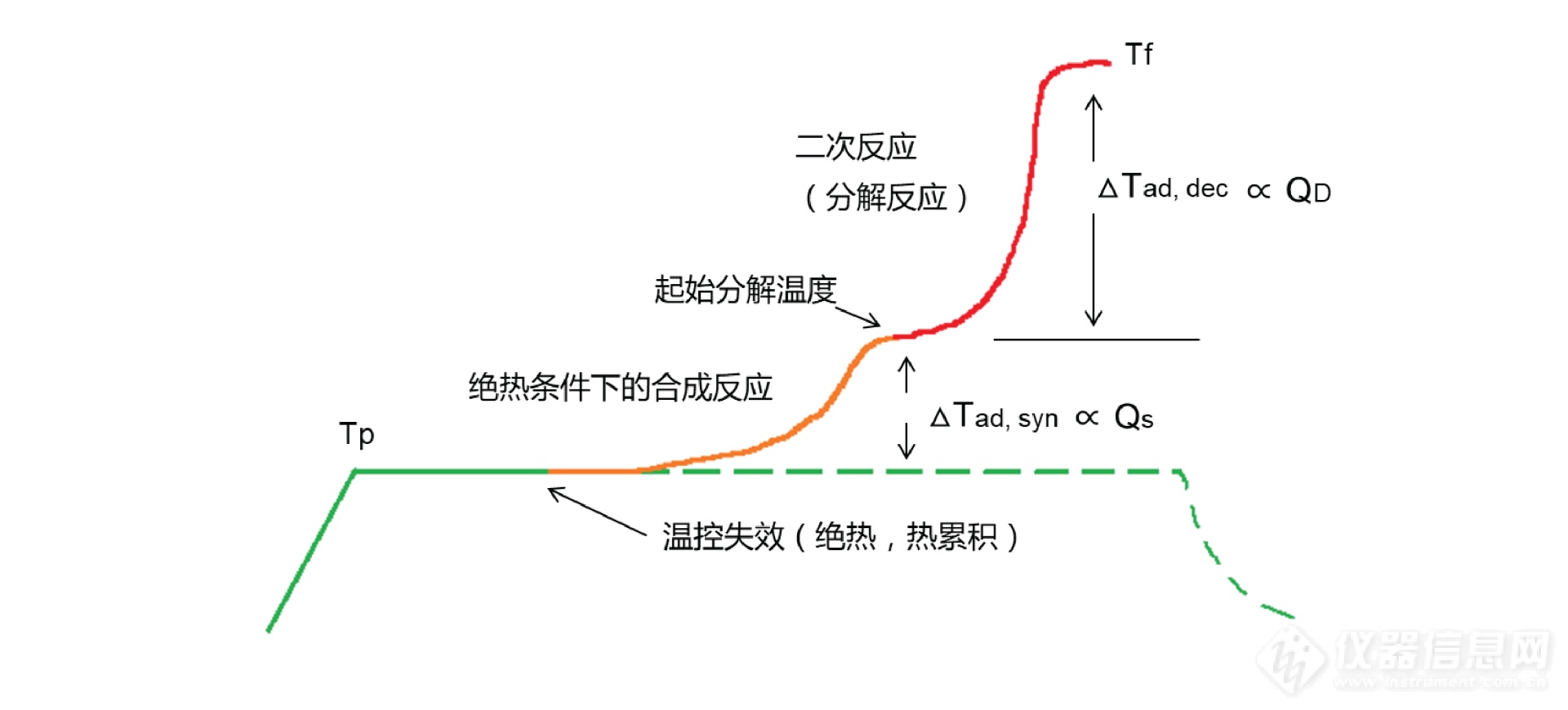
如果合成失控的zui大溫度達到物料的起始分解溫度,還會引發二次分解反應,通常分解反應比合成反應更劇烈,產氣更多,溫度壓力上升更快,爆炸風險更高。
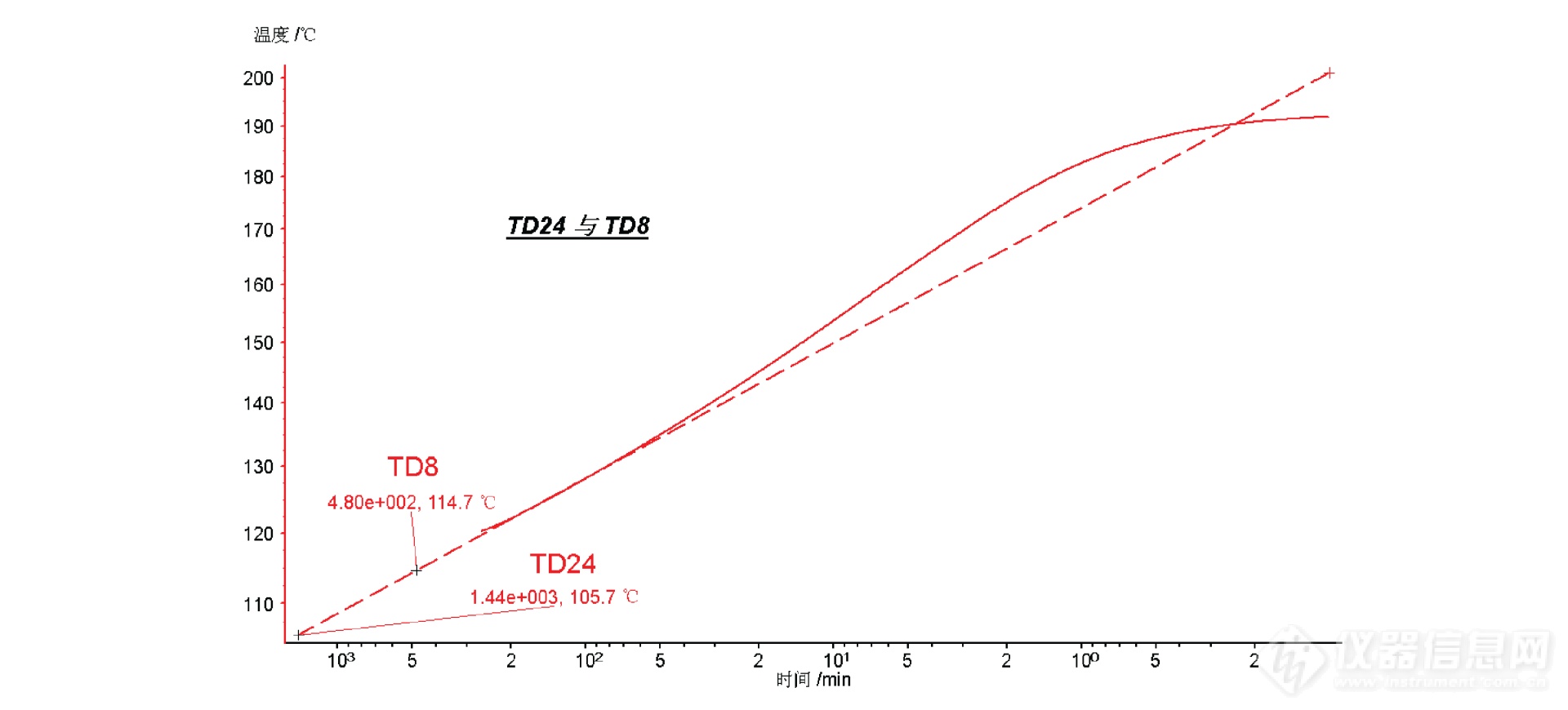
絕熱環境下,任意溫度達到zui大反應速率之間的時間差稱為熱失控的致爆時間TMR,這是時間對溫度的函數,可以理解為當發現控溫失效、體系已上升到某一溫度T時,人工干預并終止zui壞情形發生所擁有的時間長短。MTSR 對應的TMRad 則與絕熱條件下合成反應結束后樣品進一步分解的可能性相關。
工藝溫度對應的TMR,可以理解為從冷卻失控發生時間起,人工處理并終止zui壞情形發生所擁有的時間長短。圖中時間橫坐標是預警時間,從右向左逐漸增大,實驗表明工藝溫度越高,一旦發生冷卻失控,剩余的處理時間越短,風險越高。
TD24是TMR的一個衍生數據,意指Time to Max. Rate為24小時所對應的起始溫度,同樣的還有TD8、TD4,此數據可通過TMR曲線進行外推,風險評估中常與 Tp、MTSR 作比較。工藝溫度 Tp 通常應設計為低于 TD24,以在溫控失效時期望擁有24小時以上的預警與處理時間。需要注意的是,此參數為溫度量綱,而TMR為時間量綱。
TD24與工藝溫度、合成溫度的關系如圖所示:Tp < TD24:TMR(Tp) > 24h,物料在該工藝溫度下較穩定,當熱失控時有足夠的預警與處理時間。Tp > TD24:TMR(Tp) < 24h,物料在工藝溫度下不夠穩定,發生熱失控后人工處理時間較短,存在相當的事故風險隱患。需優化已有工藝條件,或采取一定的技術控制措施。MTSR > TD24:TMR(MTSR) < 24h。一旦溫控失效,合成反應完成后易于觸發二次分解。
加速特性下的壓力失控會導致反應釜沖料爆炸,它的主要來源是:1. 某些合成反應本身的氣態產物;2. 二次分解反應的氣態產物;3. 溫度失控情況下溶劑與反應物本身的氣化。
MMT,技術原因的zui高溫度,在常壓下是指物料體系的沸點,而在密閉情況下是指發生自動安全卸壓,或手動緊急卸壓時的溫度。這一參數可視為反應體系在溫度軸上的一道“安全屏障”,常與MTSR、TD24對比,用于風險評估。
國家安監總局在2017年發布了風險評估指導意見和導則,明確了具體的評估手段和方法。
評估的核心是可能性和嚴重度,即危險會不會發生,如果發生會嚴重到什么程度,從而科學指導工藝優化,來避免風險發生。
物料熱穩定性評估是基于工藝溫度與TD24對比關系確定的,如果 Tp > TD24,說明物料在工藝條件下不穩定,需優化已有工藝條件,或采取一定的技術控制措施,保證物料在工藝過程中的安全和穩定。
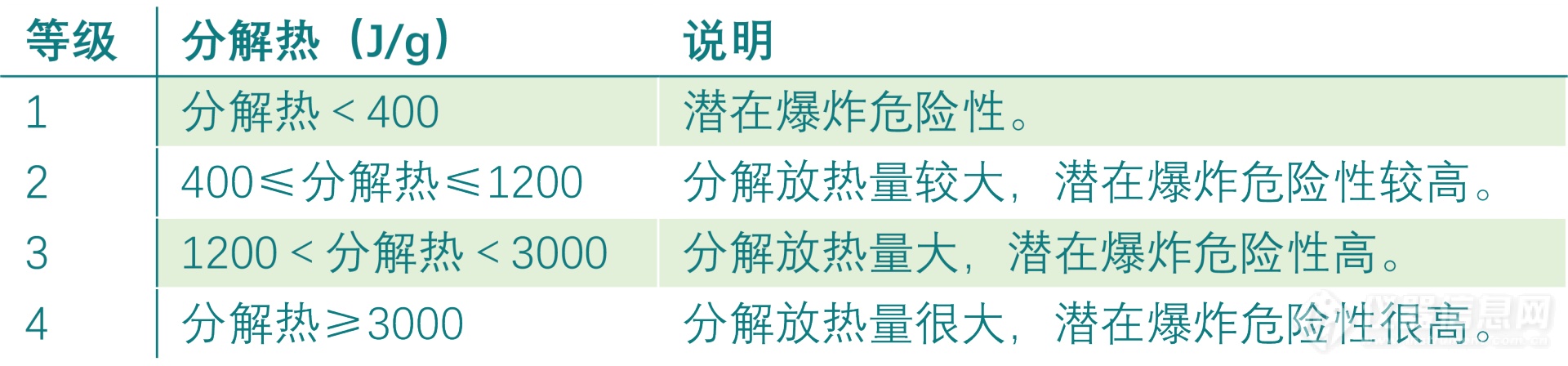
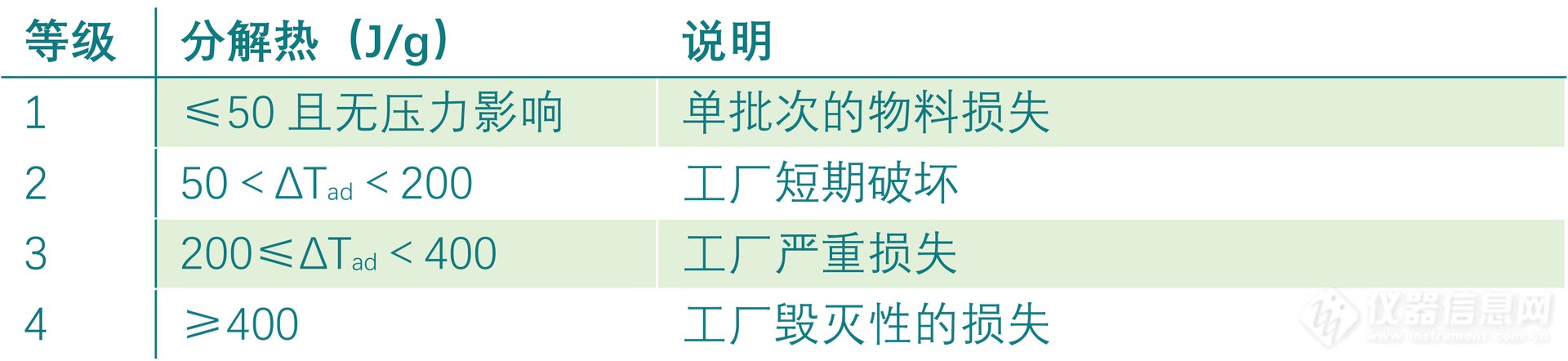
燃爆危險性評估基于分解熱數據進行分級。分解放熱量大的物質,絕熱溫升高,反應加速特性明顯,潛在較高的燃爆危險性。
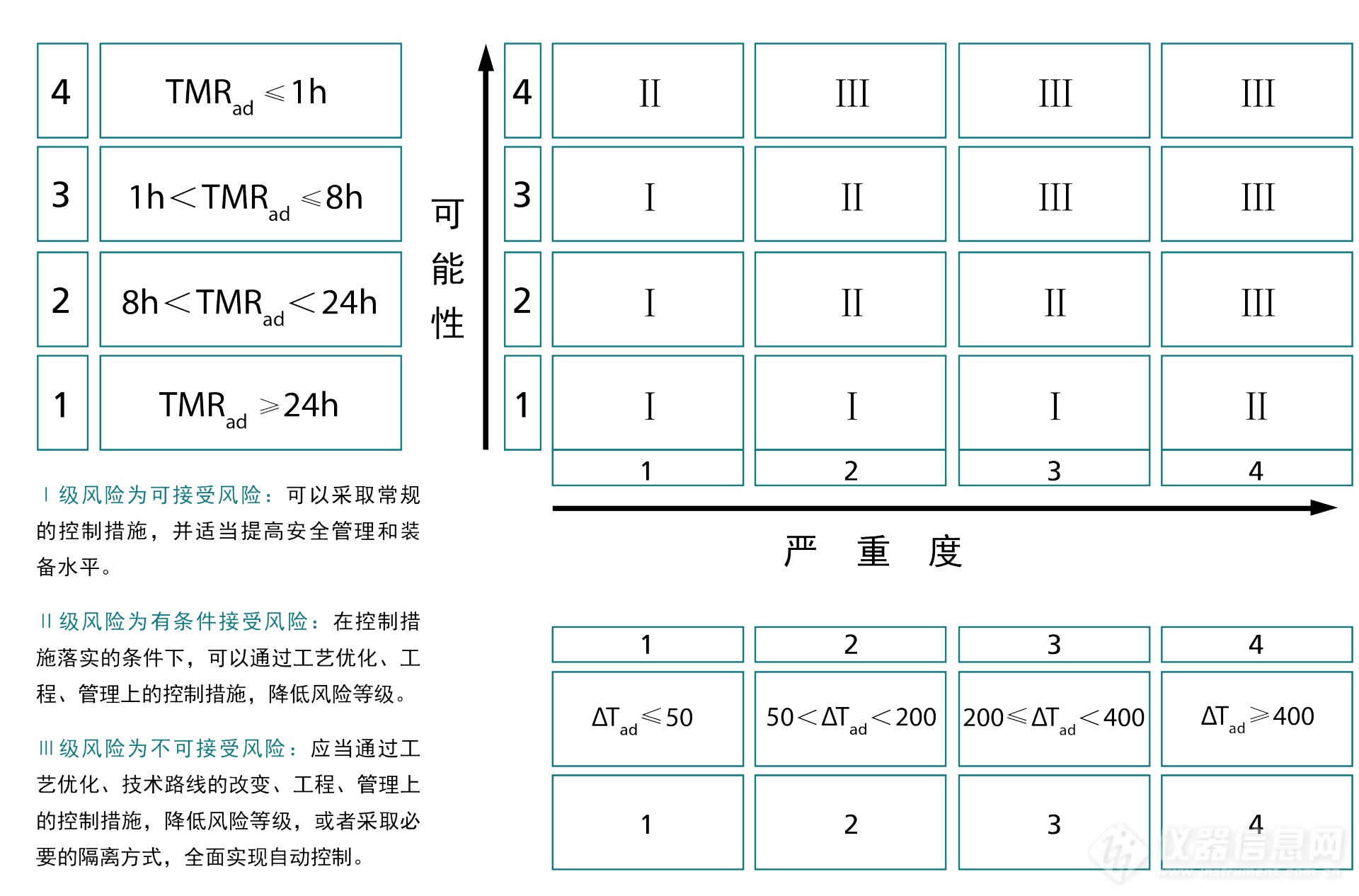
目標反應安全風險的可能性評估,基于絕熱條件合成反應zui高溫度MTSR對應的致爆時間TMRad進行分級。TMRad, MTSR 與失控反應進一步觸發二次反應的可能性相關,也決定了一旦觸發二次反應后的人工處置時間。

目標反應 - 失控嚴重度評估,基于絕熱條件下工藝反應的溫升程度進行分級。該溫升與反應放熱量成正比。反應釋放出的熱量越大,失控后體系溫升越顯著,易導致溫度超過某些組分的熱分解溫度,發生分解反應及二次分解反應,產生氣體或造成某些物料本身的氣化,導致體系壓力的快速增加,甚至造成反應容器的破裂以及爆炸事故的發生。
風險矩陣對失控反應的可能性與嚴重度進行組合與綜合評估,并按照可接受風險、有條件接受風險和不可接受風險,分別用不同的區域表示,便于參考應用。
工藝危險度評估,根據工藝溫度、MTSR、MTT、TD24之間的大小關系進行評級,并根據風險等級預估后果,進行工藝優化改進。不同工藝危險度等級的風險控制措施如表所示,對于危險度3級以上的工藝,需進一步獲取二次反應起始溫度、zui高溫度、zui大壓力、zui大溫度升高速率、zui大壓力升高速率、絕熱溫升,以及失控反應體系溫度與壓力關系等參數,確定更別的風險控制措施。對于4級和5級的工藝過程,在必須產業化時,應努力優先開展工藝優化或改變工藝方法以降低風險。
反應安全風險評估過程示例:
工藝是在標準大氣壓下,向反應釜中加入物料A和B,升溫至60℃,滴加物料C,體系在75℃時沸騰。滴完后60℃保溫反應1小時。在這個環節中,工藝溫度為60℃,技術zui高溫度MTT為75℃。
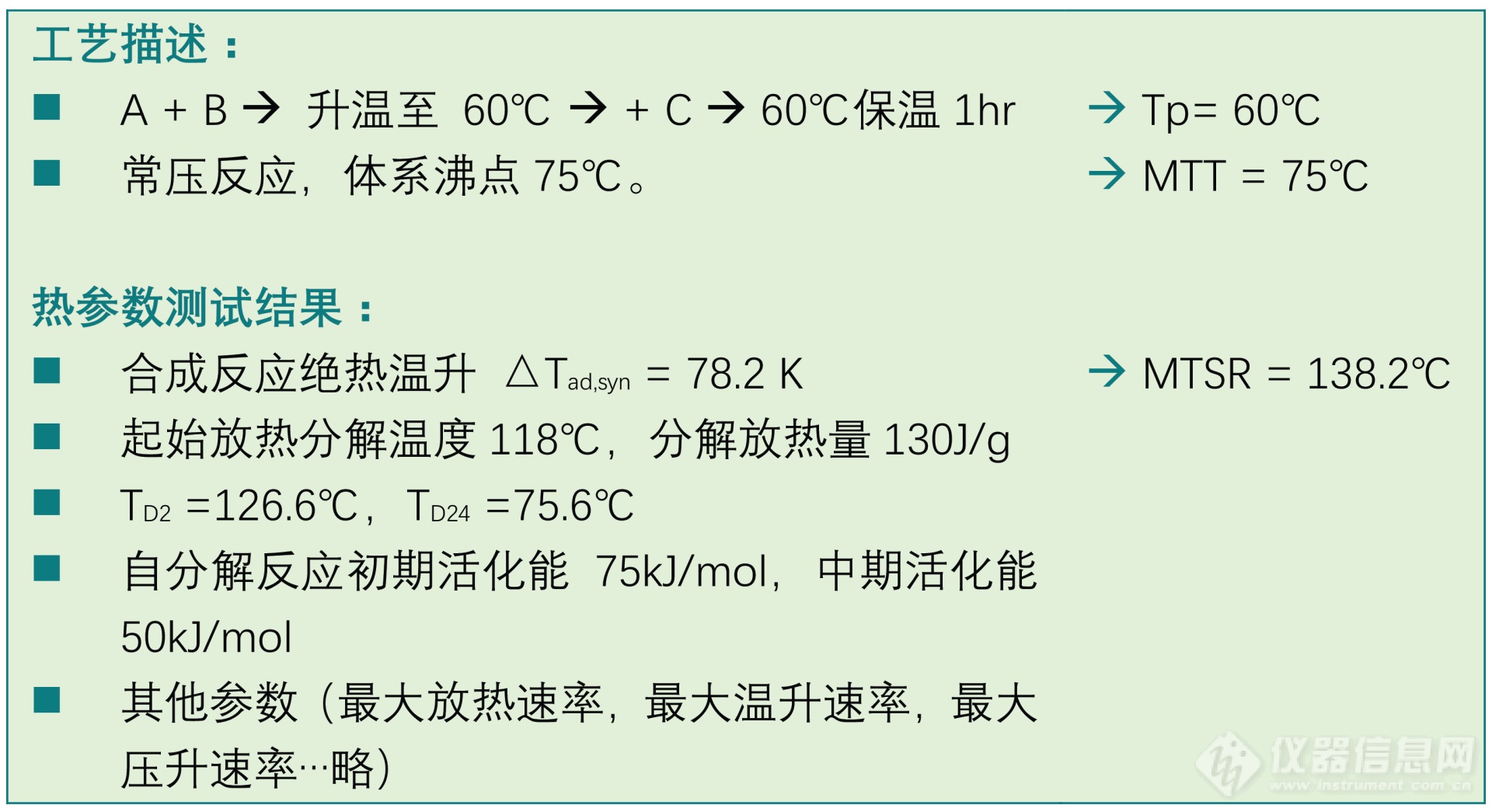
測試結果,合成反應絕熱溫升 △Tad,syn = 78.2 K,那么MTSR就等于60+78.2=138.2℃,TD24=75.6℃。
根據研究結果,目標反應安全風險評估結果如下:
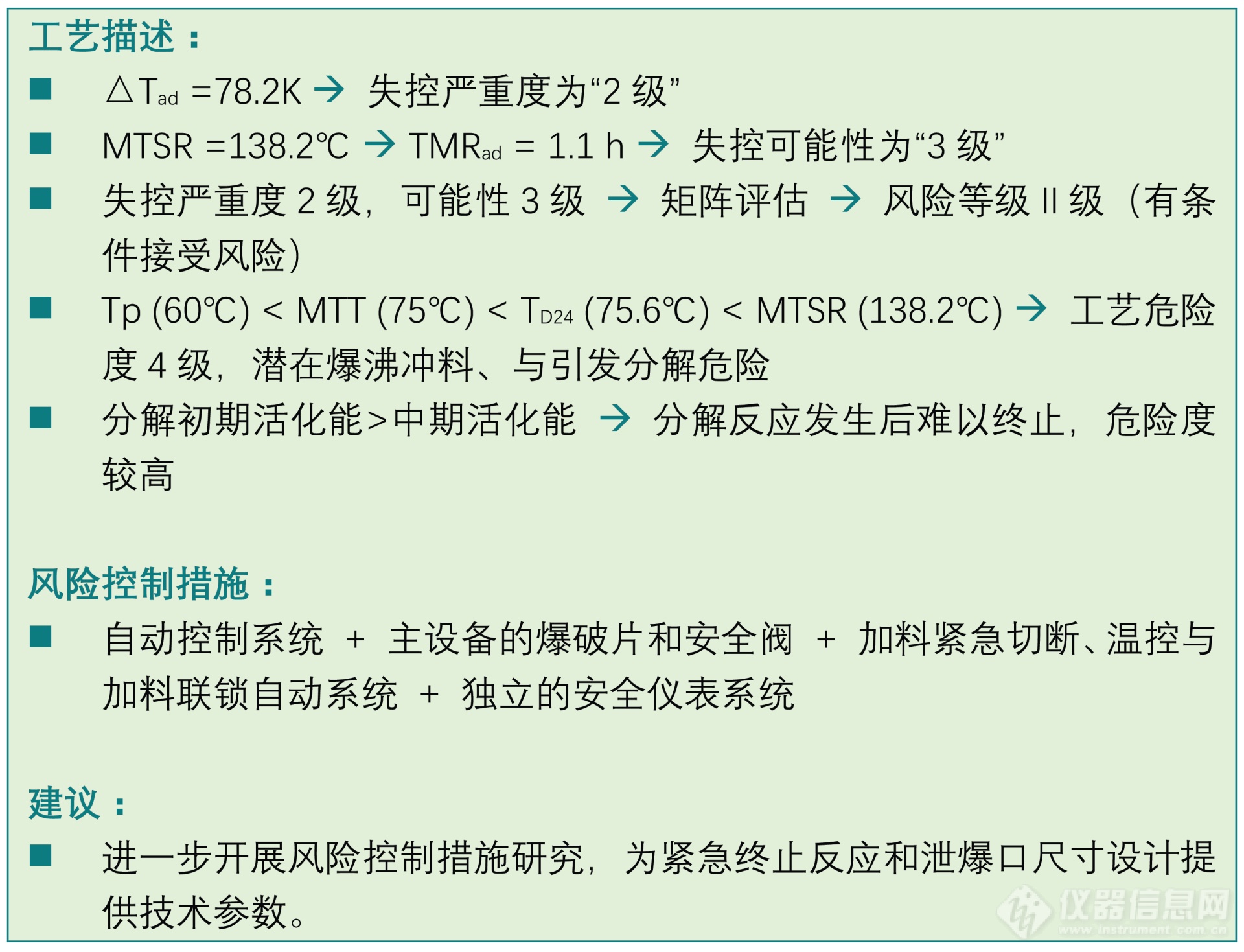
(1)此反應的絕熱溫升△Tad為78.2 K,該反應失控的嚴重度為“2級”。
(2)zui大反應速率到達時間為1.1小時對應的溫度為138.2℃,失控反應發生的可能性等級為3級,一旦發生熱失控,人為處置時間不足,極易引發事故。
(3)風險矩陣評估的結果:風險等級為II級,屬于有條件接受風險,需要建立相應的控制措施。
(4)反應工藝危險度等級為4級(Tp<MTT<TD24<MTSR)。合成反應失控后體系zui高溫度高于體系沸點和反應物料的TD24,意味著體系失控后將可能爆沸并引發二次分解反應,導致體系發生進一步的溫升。需要從工程措施上考慮風險控制方法。
(5)自分解反應初期活化能大于反應中期活化能,樣品一旦發生分解反應,很難被終止,分解反應的危險性較高。
本章節對化工熱安全領域面臨的現象,風險評估方法,及使用的相關參數進行了介紹。涉及到的重要參數有:Tp, MTT, MTSR, TMRad, TD24, △Tad;在較高危險等級下需要獲取的其他相關參數有:二次反應起始溫度、zui高溫度、zui大壓力、zui大溫度升高速率、zui大壓力升高速率;失控反應體系溫度與壓力關系。總結來看,風險評估實質上是對絕熱自加速反應的評估,那么絕熱自加速背后的機理是什么?獲取哪些熱學數據后,可以進行熱風險評估相關參數的理論計算?請關注接下來的內容:《反應機理篇》。
電話
微信掃一掃

 當前位置:
當前位置: